Day 58
Making a bloom requires an iron smelting furnace. I have built dozens over the years, most on the '
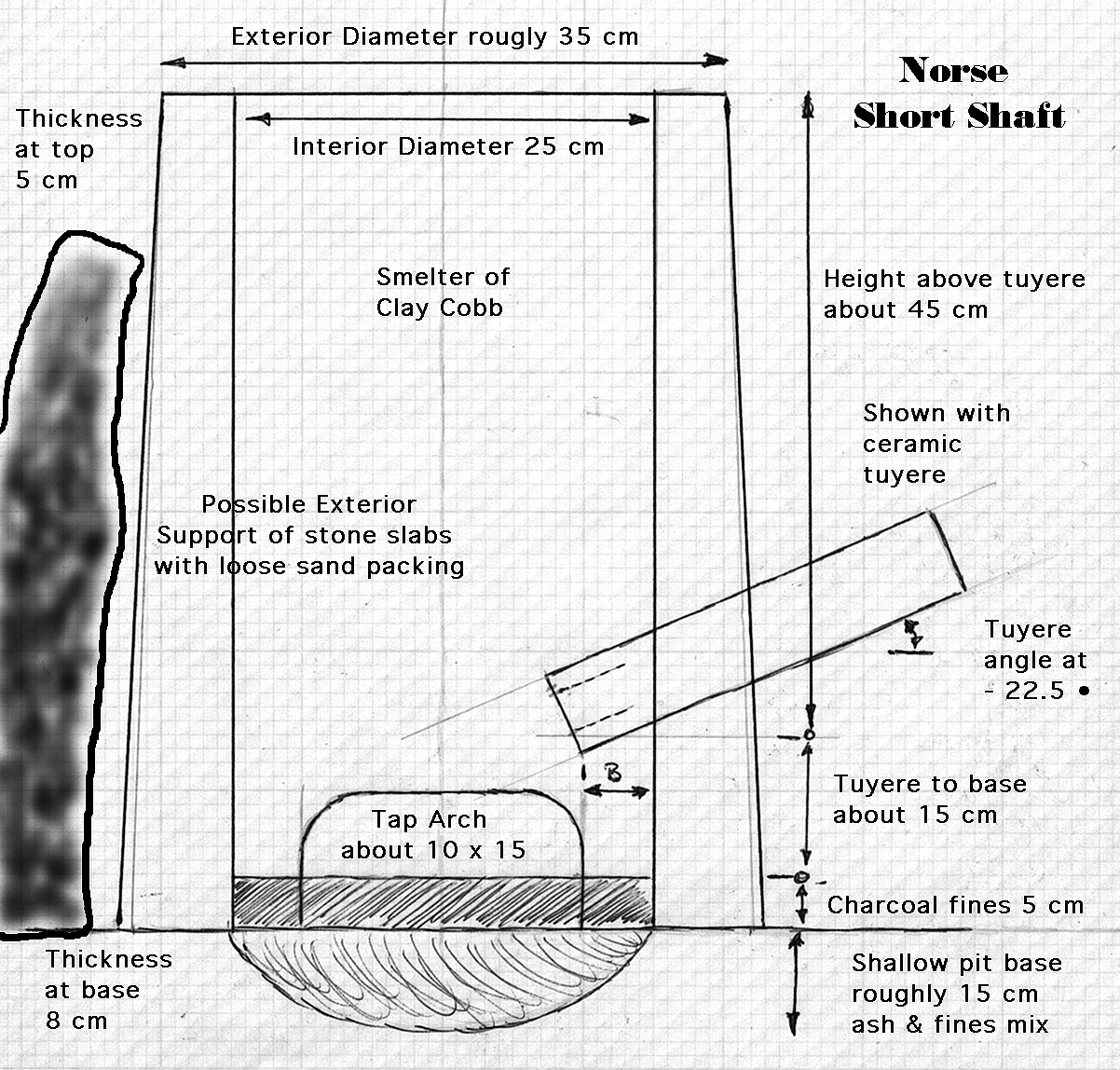
Norse Short Shaft' model. The work on the actual smelting end (creation of the iron blooms) has been a combination of a learning process extended into experimental archaeology. Furnaces are often purpose built to test a specific variable, and commonly only used one or two times.
I have decided to take the opportunity offered by the OAC project grant to build a more durable 'production' version furnace.
The first day's work consisted of gathering the available supplies and possible pieces, plus cleaning up and preparing the site. The furnace built for last year's '
slag pit' experiments was examined to see if it could be simply repaired.
 |
| Damage to top of Fall 2011 furnace |
The nature of recording the slag pit experiments had meant picking up and moving the furnace itself after each smelt. The furnace had been returned to a prepared base and covered over with a plastic drum for the winter. The combination of all that shifting, and the winter weather, had resulted in a fair amount of damage. This certainly could have been repaired, but I decided to build a brand new furnace.
There would be a number major elements used for the production furnace which should combine to greatly increased durability :
use of a copper tuyere
base area built of fire brick
metal sheathing over the shaft
use of sand / horse manure / clay mix
 |
| Part way through construction, with measurements |
One of the things kicking around the shop was an old metal trash barrel, with the bottom pretty much rusted out. It was roughly 60 cm tall and about 35 cm diameter at the small end. Almost exactly the same size as the exterior of a short shaft furnace. I decided to use this as a combination form and protective shell for the upper shaft. The base area would be built from a circle of dense fire brick, both for durability and stability.
 |
| Firebrick base as laid out |
The furnace was constructed on the shelf that makes up one edge of the Wareham smelting area. This places the bottom base of the furnace up about 25 cm above the working floor. To create a hard bottom and stable surface, a (broken) concrete paving slab was placed first. The furnace is being constructed with a large tap arch - large enough to allow for possible bottom extraction of the bloom (although my normal method is a top extraction). The location of the tuyere will be to the left hand side as seen above. The placement of the fire bricks on edge creates a heavy and flat surface for the shaft of the furnace to rest on. The circle of standard construction bricks defines the boarder between the furnace and the natural earth surface.
 |
| Brick layer with clay fill |
|
The first layer of clay was a mix of 50 / 50 rough sand and standard ball clay (mixes by volume). This was used as a mortar to fill the wedge shaped gaps between individual bricks. Next the space between the firebrick circle and the outer retaining bricks was filled. Finally a sloped shoulder was created from clay to the top of the fire brick layer. A full bag of clay was required here.
Next, the bottom of the metal barrel was cut out. A slot was cut on one side, roughly 7.5 x 7.5 cm. This would be the hole allowing for the insertion of the tuyere later. The measurement from the top of this hole to the top of the barrel was 40 cm. (When positioned, the angle of the tuyere will place its tip even lower, so there should be a good 50 cm of stack height.)
 |
| Dry measures for the clay mixture |
The furnace walls were composed of a mixture of course sand, shredded dry horse manure and clay. The clay used was 'New Foundry' - a higher firing temperature clay (which I had gotten from
Lee Sauder). The ratio is roughly 25 / 25 / 50. This is mixed dry by hand before the water is added. (I took considerable care to make sure the mixture was fairly stiff, particularly with the first layer.) The material was kneaded up to an even consistancey, then hand wedged into balls and left to stand for about an hour before applying. (Note that Lee recommends letting the clay stand overnight to even out the moisture content. Yes - I did rush this a bit!)
 |
| First wall layer applied (tap arch at bottom right) |
The individual balls were broken in half, with the individual pieces blended in carefully as the walls were built up. The metal form allowed to exert good pressure, but still keeps the overall shape consistent (and under control!) The thickness of the walls was kept to roughly 6 cm at the bottom, thinning slightly to closer to 5 cm at the top. You can see how the interior diameter is matched to the ring of fire bricks.
Because the metal barrel tapers, the interior diameter of the furnace will taper slightly as well. This is actually ideal, as it moves the tuyere tip slightly off the direct line of ore falling inside the furnace. (We have seen this arrangement reduces the amount of slag that collects on the tuyere tip.)
I finished up a long working day just as the sun was getting close to the horizon and the black flies were starting to come out. Expect some images of the final construction, once the clay has had a couple of days to stiffen up and I mount the tuyere.

{kind=link}






No comments:
Post a Comment